
- 返回顶部
- 1375-1307-949
- 1800-2670-949
- 0769-22285106
- 在线咨询
- 微信二维码

一提到IATF16949的核心工具,比如SPC、MSA、APQP,很多体系工程师和生产管理人员就头疼:“这些工具太复杂了,学不会、用不上”“天天填表,没什么实际效果,纯粹是负担”。其实不是工具没用,而是大家用错了方法——把工具当成了“应付审核的填表工具”,而不是“解决实际问题的管理工具”。
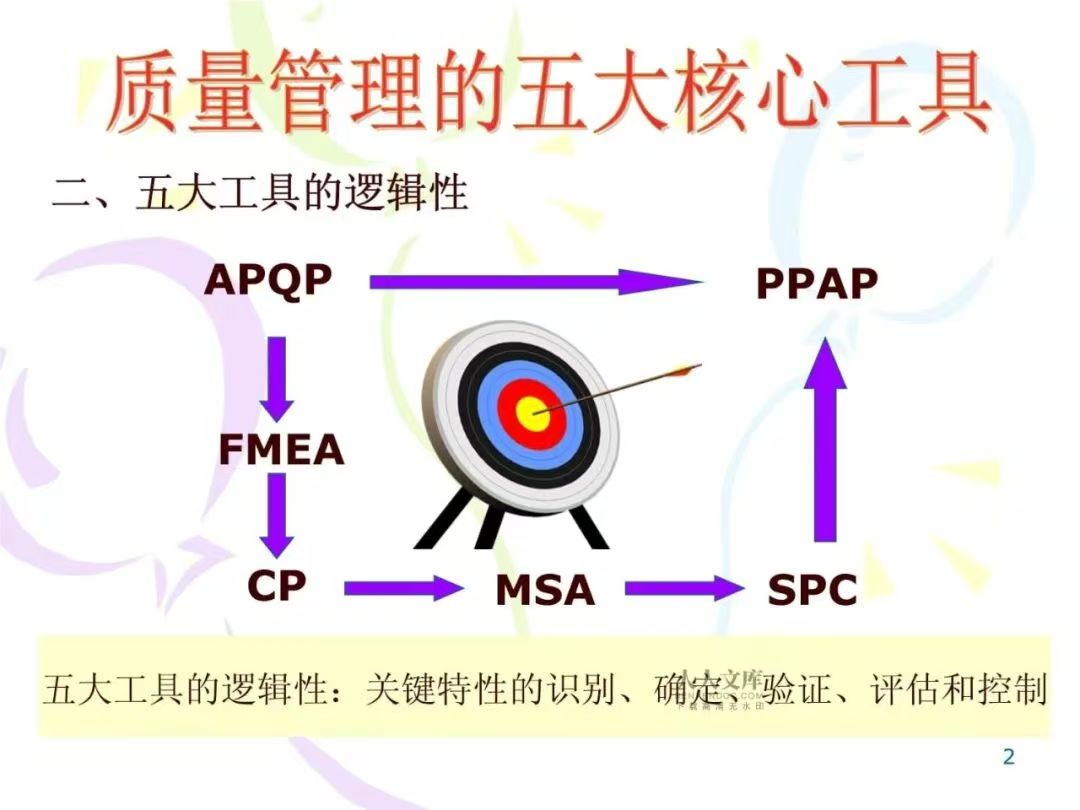
IATF16949的这些核心工具,都是为了解决实际问题设计的:APQP帮你把研发流程理顺,避免批量生产出问题;SPC帮你监控生产过程,及时发现异常;MSA帮你确保检测仪器准确,避免检验出错。只要用对方法,这些工具就能成为你落地体系、解决问题的“好帮手”。
今天咱们就抛开复杂的理论,用工厂的实际案例,教大家怎么把APQP、SPC、MSA这3个最核心的工具实际用起来。每个工具都讲清楚“核心作用、实操步骤、常见误区”,保证你能看懂、能用得上。
很多工厂的研发流程很混乱:客户需求没搞清楚就开始设计,设计完就直接批量生产,结果生产时发现大量问题,只能返工、修改设计,不仅浪费时间和成本,还影响客户交付。APQP的核心作用,就是帮你把研发流程理顺,在研发阶段就把问题解决掉,确保产品批量生产顺利。
APQP不用搞得太复杂,小工厂可以简化成5个核心步骤,一步步推进:
1. 第一步:客户需求转化(立项阶段)核心作用:把客户的需求(比如产品尺寸、性能、交付时间、成本)转化为可量化、可实现的设计要求。实操步骤:① 销售部对接客户,收集完整的客户需求,形成《客户需求清单》;② 研发部牵头,组织生产、采购、品质部开会,讨论客户需求是否可行(比如能不能生产、能不能采购到原材料、能不能控制质量);③ 把客户需求转化为具体的设计要求,比如“产品尺寸±0.01mm”“使用寿命5000次”,形成《设计要求说明书》。常见误区:客户需求理解不全面,比如遗漏了客户对产品外观、包装的要求,导致后续修改。
2. 第二步:设计开发(设计阶段)核心作用:根据设计要求,完成产品设计和工艺设计,识别设计风险。实操步骤:① 研发部完成产品图纸设计,包括零件图、装配图;② 组织设计评审,研发、生产、采购、品质部一起评审图纸(比如生产部看图纸是否便于加工,采购部看零件是否便于采购);③ 用FMEA识别设计风险(比如某个零件的设计是否容易断裂、某个装配步骤是否容易出错),形成《设计FMEA报告》;④ 研发部完成工艺设计,制定初步的作业指导书、生产流程。常见误区:设计评审走过场,各部门不发表真实意见,导致设计问题没被发现。
3. 第三步:样品试制(样件阶段)核心作用:验证设计方案是否可行,生产工艺是否稳定。实操步骤:① 研发部根据图纸,制作样品(小批量,比如10-20件);② 品质部对样品进行全面检验,验证是否符合设计要求和客户需求;③ 生产部用初步的工艺和作业指导书,试生产样品,验证生产工艺是否可行;④ 针对样品试制中发现的问题(比如尺寸超差、工艺不合理),研发部修改设计,生产部优化工艺。常见误区:样品试制不充分,只做1-2件样品就认为没问题,批量生产时出现大量问题。
4. 第四步:试生产(试生产阶段)核心作用:验证批量生产的可行性,优化生产流程和管控措施。实操步骤:① 生产部按批量生产的要求,组织试生产(比如生产50-100件);② 研发部、品质部、生产部全程跟踪,记录生产过程中的问题(比如设备调试时间长、员工操作不熟练、不良率高);③ 优化作业指导书、生产流程、检验标准;④ 用SPC监控关键工序的参数,确保过程稳定;⑤ 品质部制定完整的检验计划,包括来料检验、过程检验、成品检验。常见误区:试生产时不按批量生产的要求来,比如用熟练员工、特殊设备,导致批量生产时无法复制。
5. 第五步:批量生产确认(量产阶段)核心作用:确认所有要求都满足,正式进入批量生产。实操步骤:① 收集试生产的所有数据,包括不良率、生产效率、交付时间、客户反馈;② 召开量产评审会,确认设计、工艺、检验都满足要求;③ 研发部向生产部、品质部移交完整的技术资料(图纸、作业指导书、检验标准);④ 正式进入批量生产,研发部提供技术支持,解决生产过程中的技术问题。常见误区:技术资料移交不完整,导致生产员工操作失误、检验员判断失误。
很多工厂的生产过程全靠“经验”管控:员工凭感觉操作,检验员靠肉眼判断,等发现批量不良时,已经造成了大量损失。SPC的核心作用,就是用数据说话,实时监控生产过程的波动,在问题发生之前发出预警,及时调整,避免批量不良。
SPC不用搞复杂的统计公式,小工厂重点掌握“控制图”的使用就行,实操步骤分4步:
1. 第一步:确定监控对象(关键工序/关键尺寸)核心作用:不是所有工序、所有尺寸都需要监控,重点监控影响产品质量的关键工序和关键尺寸。实操步骤:① 品质部牵头,组织生产、研发部,识别生产流程中的关键工序(比如加工精度要求高的工序、容易出问题的工序)和关键尺寸(比如客户重点要求的尺寸、影响产品性能的尺寸);② 列出《SPC监控清单》,明确监控的工序、尺寸、监控频次(比如每小时取5个样品)。常见误区:监控对象太多,导致精力分散,重点不突出;或者监控对象选错,没监控到核心环节。
2. 第二步:收集数据、绘制控制图核心作用:通过数据的波动,判断生产过程是否稳定。实操步骤:① 按监控频次收集数据,比如关键尺寸每小时取5个样品,测量后记录数据;② 用Excel或简单的SPC软件,绘制控制图(常用的是X-R图,适合批量生产的工序);③ 控制图上有3条线:中心线(CL)、上控制限(UCL)、下控制限(LCL),数据点在控制限内且无异常排列,说明过程稳定;数据点超出控制限,或出现异常排列(比如连续7个点在中心线一侧),说明过程异常。常见误区:数据造假,为了应付审核,编造数据,导致控制图失去意义;或者数据收集不及时,无法实时监控。
3. 第三步:过程异常处理核心作用:发现异常后,及时分析原因、采取措施,让过程恢复稳定。实操步骤:① 发现数据点超出控制限或异常排列,立即通知生产班组长和品质工程师;② 组织人员分析原因,可能的原因包括:设备精度下降、员工操作失误、原材料波动、工装夹具损坏等;③ 针对原因采取整改措施,比如设备调试、员工重新培训、更换原材料、维修工装夹具;④ 整改后,继续收集数据,观察控制图,确认过程恢复稳定。常见误区:发现异常后不及时处理,或者只调整数据,不解决根本原因,导致问题反复出现。
4. 第四步:持续优化控制限核心作用:生产过程会随着设备、人员、原材料的变化而变化,控制限也要定期优化,确保监控有效。实操步骤:① 每3个月或生产工艺调整后,重新收集数据,计算新的控制限;② 对比新旧控制限,分析过程变化趋势;③ 如果过程稳定性提升,可适当调整监控频次(比如从每小时取样改为每2小时取样),提高效率;如果过程稳定性下降,要重新排查原因,强化管控措施。常见误区:控制限一成不变,导致监控失效,无法及时发现过程异常。


